




Consulta de producto
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *


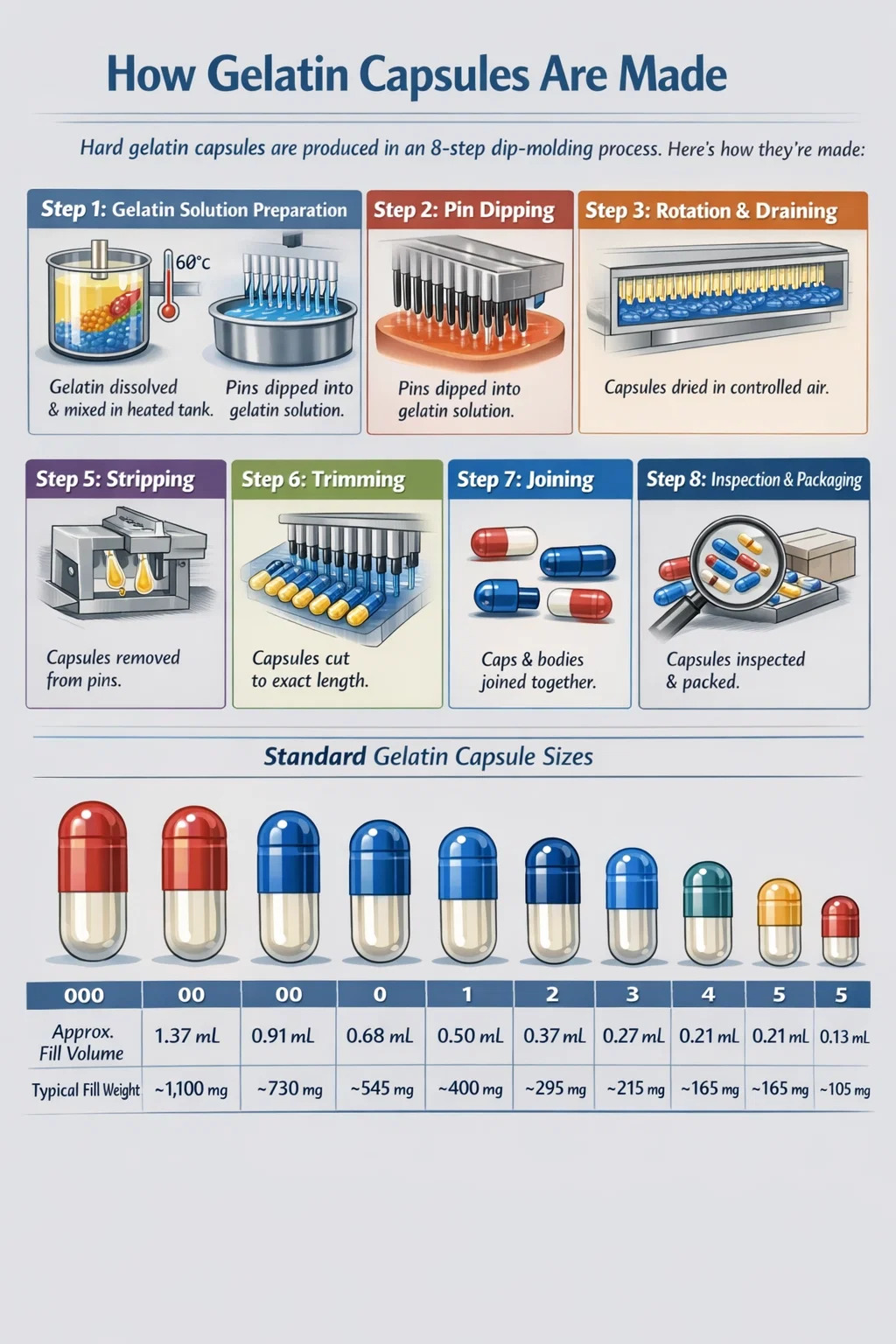
Las cápsulas, en particular las de gelatina, se fabrican mediante un proceso de moldeo por inmersión en el que pasadores de acero inoxidable diseñados con precisión se sumergen en una solución de gelatina con temperatura controlada, se retiran, se secan, se pelan, se recortan y se unen para formar la cubierta terminada. Este proceso se aplica a cápsulas de gelatina dura (HGC) , que representan aproximadamente entre el 70% y el 75% de todas las cápsulas producidas a nivel mundial. Las cápsulas de gelatina blanda siguen un método de encapsulación con matriz giratoria diferente en el que la cubierta y el material de relleno se forman simultáneamente.
El ciclo completo de fabricación de cápsulas de gelatina dura (desde la inmersión de las clavijas hasta la cubierta terminada) suele tardar 45 a 50 minutos por ciclo de lote en una moderna línea automatizada, con una sola máquina de producción capaz de producir más de 1 millón de cápsulas por hora. Comprender este proceso es esencial para los fabricantes de productos farmacéuticos, las marcas de nutracéuticos, las farmacias de compuestos y cualquier persona que obtenga o evalúe materiales para cápsulas.
Una cápsula de gelatina es una cubierta hecha principalmente de gelatina, una proteína derivada de la hidrólisis parcial del colágeno procedente de huesos, pieles y tejidos conectivos de animales, más comúnmente de origen bovino o porcino. La cáscara se disuelve en los fluidos gástricos dentro 3 a 10 minutos , liberando su contenido de manera eficiente en el sistema digestivo.
Las cápsulas de gelatina dominan el mercado farmacéutico y de suplementos por varias razones mensurables:
Existen dos tipos principales de cápsulas de gelatina en la producción comercial: cápsulas de gelatina dura y cápsulas de gelatina blanda. Sus procesos de fabricación son fundamentalmente diferentes y sus aplicaciones reflejan esas diferencias.
Antes de examinar el proceso de producción, es necesario comprender los materiales de entrada que determinan directamente la calidad de la cáscara, el rendimiento de la disolución y el cumplimiento normativo.
La gelatina de calidad farmacéutica utilizada en la producción de cápsulas debe cumplir con las especificaciones descritas en la Farmacopea de los Estados Unidos (USP), la Farmacopea Europea (Ph. Eur.) y la Farmacopea Japonesa (JP). Los parámetros clave de calidad incluyen:
Las cáscaras de gelatina pura serían demasiado quebradizas para un manejo práctico. Se añaden plastificantes para introducir flexibilidad. Para las cápsulas duras, el contenido de plastificante se mantiene mínimo (por debajo del 1-2%). Para las cápsulas de gelatina blanda, la concentración de plastificante es mucho mayor, normalmente 20-30% de la formulación de la cáscara . El plastificante más común es la glicerina, y el sorbitol se utiliza en aplicaciones sensibles a la humedad.
El dióxido de titanio se utiliza como opacificante para evitar la degradación lumínica de los materiales de relleno fotosensibles. Los colorantes aprobados (tintes FD&C, óxidos de hierro, pigmentos naturales como achiote o carmín) se incorporan a la solución de gelatina antes de sumergirla. La cubierta de una sola cápsula puede contener 0,01 % a 2 % p/p de dióxido de titanio dependiendo del nivel de opacidad requerido.
El agua purificada (que cumple con los estándares USP o Ph. Eur.) es el disolvente principal para la disolución de la gelatina. La solución de gelatina utilizada para mojar normalmente contiene 30–40% p/p de sólidos de gelatina disueltos en agua , mantenido a 50–60 °C para mantener la solución con la viscosidad adecuada para la inmersión.
Algunos fabricantes añaden conservantes antimicrobianos de baja concentración, como dióxido de azufre (SO₂), a la masa de gelatina para evitar la contaminación microbiana durante el procesamiento. El nivel permitido en la gelatina terminada normalmente no es más de 50 mg/kg por Ph. Eur. presupuesto.
La fabricación de cápsulas de gelatina dura sigue una secuencia de pasos estrictamente controlada. Cada fase ocurre dentro de una sección dedicada de una máquina automatizada de fabricación de cápsulas (como las producidas por Capsugel, ACG o Qualicaps). Aquí hay un desglose detallado de cada etapa:
Los gránulos de gelatina de calidad farmacéutica se pesan y se disuelven en agua purificada utilizando un recipiente mezclador con camisa y calentamiento controlado. La solución se lleva a 60–70°C agitando continuamente durante 2 a 4 horas hasta que esté completamente homogéneo. Durante esta etapa se agregan colorantes, opacificantes y cualquier excipiente. La solución final se desgasifica al vacío para eliminar las burbujas de aire que, de otro modo, crearían poros en la carcasa terminada. Luego la solución se transfiere a un tanque de almacenamiento donde la temperatura se mantiene a 50–55°C para evitar la gelificación prematura y al mismo tiempo mantener la viscosidad correcta para la inmersión.
El núcleo de la fabricación de cápsulas duras es el proceso de moldeo por inmersión. Los pasadores de acero inoxidable o latón, mecanizados con precisión para las dimensiones exactas de cada tamaño de cápsula (del tamaño 000 al tamaño 5, con volúmenes correspondientes desde 1,37 ml hasta 0,13 ml), están dispuestos en barras que contienen cientos de pasadores cada una. Estas barras de pasador primero se limpian, inspeccionan y prelubrican con un agente desmoldante (comúnmente un lubricante para moldes a base de cetrimida o agentes similares) para facilitar la extracción de la cápsula.
A continuación, las barras se sumergen en la solución de gelatina a temperatura controlada. El tanque de inmersión se mantiene a 45-50°C para asegurar que la gelatina cubra los alfileres uniformemente. Los pasadores del cuerpo y los pasadores de la tapa se sumergen por separado, ya que tienen dimensiones ligeramente diferentes: la tapa tiene un diámetro marginalmente mayor para permitir que el cuerpo se deslice hacia adentro y se bloquee durante la unión. La profundidad de inmersión y la velocidad de extracción se controlan con precisión para lograr un espesor uniforme de la pared de la carcasa de 0,09 a 0,12 milímetros .
Inmediatamente después de la inmersión, las barras de pasador se invierten y se hacen girar lentamente. Esta rotación asegura una distribución uniforme de la película de gelatina sobre toda la superficie del pasador, evitando que se acumule en la punta. Durante esta fase, el exceso de gelatina vuelve al tanque de inmersión, lo que reduce el desperdicio de material.
Los pasadores recubiertos pasan a través de una serie de hornos de secado donde se dirige aire acondicionado a una temperatura y humedad controladas con precisión sobre la película de gelatina. Las condiciones de secado suelen ser 20–25°C con humedad relativa mantenida entre 30–45% . Un secado demasiado rápido provoca grietas; un secado insuficiente deja las cáscaras suaves y pegajosas. El túnel de secado en una máquina automatizada moderna puede ser 30 a 50 metros de longitud efectiva , con múltiples zonas de temperatura y humedad, para conseguir un secado gradual y uniforme. Esta etapa normalmente dura 30 a 40 minutos del tiempo total de residencia del túnel.
Una vez seco hasta alcanzar el contenido de humedad correcto (normalmente 13–16% p/p En esta etapa), las cáscaras de gelatina semirrígidas se quitan mecánicamente de los pasadores usando mordazas de goma que agarran y tiran de la cáscara sin deformarla. Este es un paso crítico: cualquier irregularidad en la superficie del pasador o una lubricación inadecuada causarán desgarros o distorsiones en este punto.
Las conchas peladas tienen un extremo abierto desigual (el extremo que estaba en la punta del alfiler). Las cuchillas giratorias de precisión recortan cada caparazón a la longitud exacta especificada. La tapa de la cápsula de gelatina dura y la longitud del cuerpo están definidas de manera estándar; por ejemplo, una cápsula de tamaño 0 tiene una longitud del cuerpo de 18,0 milímetros y una longitud de tapa de 11,7 milímetros (Dimensiones estándar aproximadas; las especificaciones exactas varían según el fabricante). La precisión de recorte suele estar dentro de ±0,3 mm.
Los cuerpos recortados y las tapas se introducen en una sección de unión donde se prebloquean: el cuerpo se desliza dentro de la tapa hasta una posición de prebloqueo, manteniéndolos juntos como carcasas vacías durante las operaciones de manipulación y llenado. Las cápsulas prebloqueadas se pueden separar fácilmente mediante máquinas llenadoras para el llenado y luego cerrarse completamente una vez que se completa el llenado. El mecanismo de unión utiliza guías y seguidores de leva para empujar el cuerpo dentro de la tapa a una profundidad controlada.
Las cápsulas de gelatina vacías terminadas pasan por sistemas de inspección automatizados equipados con cámaras y sensores que detectan defectos visibles: poros, paredes dobles, grietas, abolladuras e inconsistencias de color. Las tasas de rechazo en líneas modernas y bien mantenidas suelen estar por debajo 0,5% . Las carcasas aceptadas se empaquetan a granel en bolsas de plástico dentro de cajas de cartón y se almacenan en condiciones controladas de 15–25 °C y 35–65 % de humedad relativa para mantener la integridad de la cáscara durante la vida útil (normalmente de 3 a 5 años).
Las cápsulas de gelatina dura se fabrican en tamaños estandarizados, cada uno de los cuales corresponde a una capacidad de volumen de llenado definida. Elegir el tamaño correcto es una decisión de formulación crítica.
| Tamaño de la cápsula | Volumen de llenado aproximado (mL) | Peso de llenado típico (mg) a una densidad de 0,8 g/ml | Aplicaciones comunes |
|---|---|---|---|
| 000 | 1.37 | ~1,100 | Veterinaria en dosis altas, nutracéuticos |
| 00 | 0.91 | ~730 | Aceite de pescado, extractos de hierbas. |
| 0 | 0.68 | ~545 | Tamaño de suplemento de venta libre más común |
| 1 | 0.50 | ~400 | Productos farmacéuticos con receta |
| 2 | 0.37 | ~295 | Formulaciones de dosis media |
| 3 | 0.27 | ~215 | Potentes API, formulaciones pediátricas |
| 4 | 0.21 | ~165 | Medicamentos de muy alta potencia. |
| 5 | 0.13 | ~105 | Neonatal y microdosificación |
Las cápsulas de gelatina blanda (softgels) se producen utilizando el proceso de encapsulación de matriz rotativa , inventado por Robert Pauli Scherer en 1933. A diferencia de la fabricación de cápsulas duras, el proceso de cápsulas blandas forma la cubierta y encapsula el material de relleno simultáneamente en una operación continua.
Una masa de gelatina tibia (que contiene gelatina, plastificante (generalmente glicerina y/o sorbitol al 20-30% del peso de gelatina seca) y agua) se extiende sobre tambores de fundición enfriados para formar cintas continuas de gelatina de espesor controlado, generalmente 0,5 a 1,2 mm de espesor . Se forman dos cintas simultáneamente, una para cada mitad de la cápsula.
Las dos cintas de gelatina se alimentan desde lados opuestos a un mecanismo de troquel giratorio que consta de dos rodillos de troquel que giran en sentido contrario. A medida que las cintas convergen en los troqueles, se inyecta material de relleno (líquido, suspensión o pasta) desde una bomba de llenado a través de un mecanismo de inyección en forma de cuña colocado entre las cintas. Los troqueles estampan y sellan la gelatina alrededor del material de relleno usando calor y presión, generalmente 37–40°C en la superficie del troquel — y al mismo tiempo cortar la cápsula de la cinta. Esto produce una cápsula herméticamente sellada en una sola operación.
Las cápsulas blandas recién formadas contienen 30–40% de humedad y debe secarse. Se transfieren a secadoras (grandes tambores giratorios con flujo de aire acondicionado) donde giran continuamente durante 2 a 4 horas para evitar que se pegue y promover un secado uniforme. El secado posterior en bandeja puede continuar durante 24–48 horas en ambientes controlados hasta que la cáscara alcance el contenido de humedad de equilibrio de aproximadamente 6–10% p/p .
El relleno de una cápsula de gelatina blanda debe ser líquido o semisólido a las temperaturas de procesamiento. Los materiales que son incompatibles con el relleno de gel blando incluyen:
Las cápsulas de hidroxipropilmetilcelulosa (HPMC), también llamadas cápsulas vegetarianas o veganas, han ganado una importante participación de mercado como alternativas a las cápsulas de gelatina, particularmente para productos dirigidos a consumidores vegetarianos, veganos, halal y kosher. El proceso de fabricación de las cápsulas de HPMC utiliza el mismo principio de moldeo por inmersión, pero con diferencias importantes.
| Parámetro | Cápsula de gelatina | Cápsula de HPMC |
|---|---|---|
| Material de la carcasa | Gelatina de origen animal | Polímero de celulosa de origen vegetal |
| Tiempo de disolución (gástrico) | 3 a 10 minutos | 15 a 30 minutos |
| Sensibilidad a la humedad | Alto (frágil por debajo del 12 % de HR, blando por encima del 65 % de HR) | Más bajo: más estable en todo el rango de humedad relativa |
| Costo por unidad | $0.01–$0.05 | $0,03–$0,10 (aproximadamente 2–3 veces más) |
| Compatibilidad con la velocidad de llenado | Excelente: funciona con todos los rellenos estándar | Bueno: puede requerir ajustes de velocidad |
| Riesgo de reticulación | Sí, los aldehídos y los azúcares reductores pueden reticular la cáscara. | No, no susceptible a la reticulación |
| Idoneidad dietética | No apto para veganos/vegetarianos | Apto para todas las preferencias dietéticas. |
Uno de los desafíos más importantes en la práctica en la fabricación y formulación de cápsulas de gelatina es reticulación de cáscara — una reacción química en la que los compuestos que contienen aldehídos (de excipientes, materiales de relleno o envases) reaccionan con los grupos amino en las cadenas de proteínas de la gelatina, formando enlaces covalentes que hacen que la cubierta sea rígida y resistente a la disolución.
Las cubiertas de gelatina reticulada pueden pasar la prueba de disolución inicial pero fallan después. 3 a 6 meses de almacenamiento , lo que crea un grave riesgo de biodisponibilidad que a menudo no se detecta hasta que los estudios de estabilidad están en marcha. La prueba de disolución de dos niveles de la USP se desarrolló específicamente para abordar esto: las cápsulas que no cumplen con los criterios de disolución estándar se prueban nuevamente en presencia de enzimas (pepsina o pancreatina) para determinar si la causa es la reticulación.
Los desencadenantes conocidos de la reticulación en los sistemas de cápsulas de gelatina incluyen:
Las estrategias de mitigación incluyen reemplazar la lactosa con azúcares no reductores (por ejemplo, manitol o celulosa microcristalina), usar desecantes y gases inertes de espacio libre en los envases, seleccionar cápsulas de HPMC para formulaciones susceptibles a aldehídos y realizar pruebas de estabilidad aceleradas en 40°C/75% HR durante 6 meses como protocolo estándar.
Los fabricantes de cápsulas que abastecen a la industria farmacéutica deben operar bajo cGMP (buenas prácticas de fabricación actuales) regulaciones definidas por FDA 21 CFR Partes 210/211 (EE. UU.), EudraLex Volumen 4 (UE) o pautas nacionales equivalentes. El régimen de control de calidad para la producción de cápsulas de gelatina cubre varias dimensiones:
Más allá de las cápsulas de gelatina dura y blanda estándar, la industria de las cápsulas ha desarrollado variantes especializadas para cumplir con requisitos específicos de administración de medicamentos. Estas modificaciones se introducen durante la fabricación de la carcasa o como tratamientos de posproducción.
Las cápsulas de gelatina estándar se disuelven rápidamente en ácido gástrico (pH 1–2). Para los medicamentos que son lábiles a los ácidos o que deben administrarse al intestino, las cápsulas de gelatina se recubren después del llenado con polímeros entéricos como ftalato de hidroxipropilmetilcelulosa (HPMCP), acetato ftalato de celulosa (CAP) o Eudragit L100 . Estos recubrimientos permanecen intactos a un pH gástrico inferior a 5,0, pero se disuelven a un pH intestinal superior a 5,5-6,0, lo que permite una liberación intestinal específica.
Las cápsulas de gelatina dura se pueden llenar con formulaciones líquidas o semisólidas, una tecnología que une la simplicidad de la fabricación de cápsulas duras con las ventajas de biodisponibilidad tradicionalmente asociadas con las cápsulas blandas. Los rellenos de líquido para cápsulas duras deben ser no acuoso o contiene menos del 10% de agua para evitar que la cáscara se ablande. Después del llenado, las cápsulas se sellan mediante bandas (una banda de gelatina que se aplica alrededor de la unión entre la tapa y el cuerpo), termosellado o soldadura por rotación. Este formato ha demostrado una utilidad particular para mejorar la biodisponibilidad de fármacos poco solubles de BCS Clase II y IV a través de sistemas de administración de fármacos basados en lípidos (LBDDS).
Más allá de HPMC, hay materiales de carcasa alternativos disponibles para aplicaciones específicas. Las cápsulas de Pullulan (hechas de tapioca fermentada) ofrecen excelentes propiedades de barrera al oxígeno: tasas de transmisión de oxígeno aproximadamente 10 veces menor que la gelatina — haciéndolos adecuados para materiales de relleno altamente sensibles a la oxidación. Las cápsulas a base de almidón son otra alternativa sin origen animal, pero se usan con menos frecuencia debido a su mayor fragilidad y desafíos de procesamiento.
La cubierta de la cápsula de gelatina en sí no suele utilizarse para lograr una liberación modificada; esa función suele estar integrada en el relleno (gránulos recubiertos, minitabletas, gránulos de liberación controlada). Sin embargo, la cápsula de gelatina es un recipiente ideal para albergar múltiples poblaciones de pellets con diferentes perfiles de liberación. Por ejemplo, una cápsula de gelatina dura de tamaño 0 puede contener una mezcla de gránulos de liberación inmediata y de liberación prolongada de 8 horas en una sola cápsula, creando un perfil de liberación bifásico a partir de un simple paso de fabricación.
La cubierta de la cápsula de gelatina vacía es sólo una parte de la historia. El proceso de llenado, que se lleva a cabo en fabricantes farmacéuticos, organizaciones de fabricación y desarrollo por contrato (CDMO) o farmacias de compuestos, es igualmente fundamental para la calidad del producto final.
Los llenadores de cápsulas industriales (de fabricantes como IMA, Bosch/Syntegon y MG America) funcionan con un movimiento continuo o intermitente. Abren las cápsulas precerradas, llenan el cuerpo con la dosis de polvo, gránulos o líquido y luego cierran y expulsan la cápsula llena. Las tasas de producción para llenadoras rotativas de alta velocidad varían desde 150.000 a 500.000 cápsulas por hora . El control de la variación de peso se logra mediante controladoras de peso automatizadas que rechazan las cápsulas fuera de la tolerancia de especificación, generalmente ±5% del peso de llenado objetivo para rellenos de polvo.
Para la fabricación de compuestos en lotes pequeños o para ensayos clínicos, las placas de llenado de cápsulas (Torpac, Capsule Machine) permiten el llenado manual de 50 a 300 cápsulas por lote . Las llenadoras de sobremesa semiautomáticas cierran la brecha, manipulando 5.000 a 50.000 cápsulas por hora y son comunes en operaciones farmacéuticas de pequeña escala y entornos de compuestos especializados.
El llenado de cápsulas de gelatina dura debe realizarse en ambientes controlados. El parámetro más crítico es la humedad relativa: las cáscaras de gelatina se vuelven demasiado quebradizas para manipularlas por debajo. 30% humedad relativa y demasiado suave y pegajoso arriba 60% humedad relativa . Las condiciones estándar de la sala de llenado son 20–25°C y 40–55% HR . En climas húmedos, las salas de llenado requieren deshumidificación activa con sistemas HVAC validados.
Para las empresas farmacéuticas, las marcas de nutracéuticos y las CDMO, seleccionar el proveedor de cápsulas de gelatina adecuado requiere una evaluación en varias dimensiones más allá del precio básico por cada mil cápsulas.
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *
Si desea obtener más información sobre nuestros productos, no dude en contactarnos y haremos todo lo posible para ayudarlo.

